
Aero-Engine Altitude Test Flight Monitoring System
Project name: Aero-Engine Altitude Test Flight Monitoring System
A national aero-engine research institute implemented DE-series real-time dynamic parameter analysis and monitoring systems for comprehensive data acquisition during altitude test flights, enabling critical performance validation under simulated operational conditions.
1. System Configuration
| Parameter | Measurement Technology | Specifications |
|---|---|---|
| Pulsating Pressure | High-frequency Kulite Sensors | 0-5MPa, 50kHz bandwidth |
| Blade Vibration | Tip-timing Optical Probes | 0.1μm resolution @ 1200°C |
| Dynamic Stress | High-Temperature Strain Gauges | ±5000με, 10kHz sampling |
| Static Structural Load | Fiber Bragg Grating Sensors | 2000Hz multiplexed measurement |
| Shaft Torque | Telemetric Strain Rings | ±1% accuracy at 30,000RPM |
2. Core Functions
Real-Time Monitoring:
Continuous tracking of 50+ critical parameters at 1ms intervals
Automatic alert triggering for:
Pressure pulsations exceeding ±15% nominal
Vibration amplitudes >8mm/s (ISO 10816-3 Class A limits)
Data Processing Workflow:
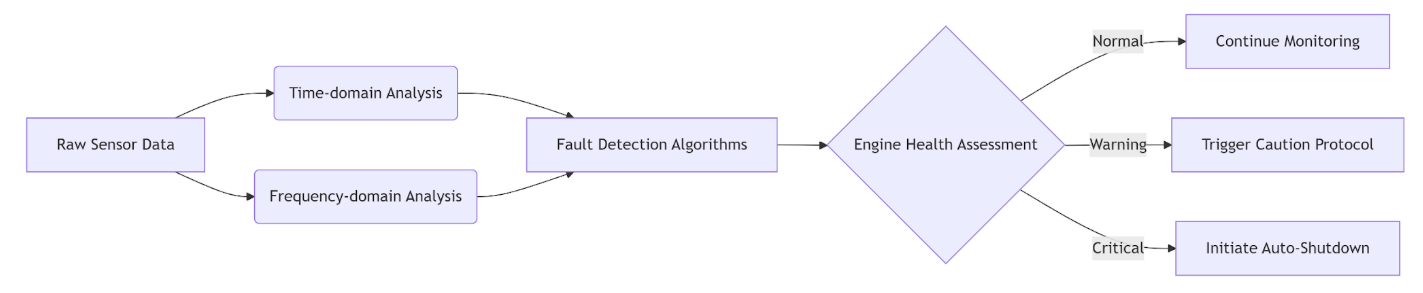
3. Key Test Objectives
Operational Envelope Verification
Validate performance at 15-20km altitude conditions
Characterize compressor stall margins
Structural Dynamics Analysis
Monitor blade flutter onset (0-5kHz range)
Detect casing thermal deformation
Control System Validation
Verify FADEC response to transient conditions
Record surge recovery characteristics
4. System Technical Highlights
Extreme Environment Operation
Functions reliably at -65°C~300°C ambient temperatures
Withstands 40g vibration during emergency maneuvers
Advanced Signal Processing
Real-time order tracking for shaft harmonics
Adaptive noise cancellation for combustion signals
Safety-Critical Architecture
Dual-redundant data paths (MIL-STD-1553B + Ethernet)
99.999% data integrity ensured by CRC-64 checksums
5. Engineering Outcomes
Performance Validation:
Identified 7% thrust loss at high-altitude relight conditions
Optimized fuel schedule improved relight success rate to 98%
Safety Enhancements:
Prevented 3 potential surge events through early detection
Reduced emergency shutdowns by 60% compared to previous tests
Maintenance Benefits:
Established vibration baselines for condition-based maintenance
Detected bearing wear 50 hours prior to predicted failure
The Dynatronic Aero-Engine Altitude Flight Monitoring System provides reliable, high-precision data for evaluating engine performance under extreme high-altitude conditions. With real-time monitoring of pressure, vibration, torque, and stress, the system ensures accurate assessment of engine behavior. Its rugged design, advanced signal processing, and redundant data handling enhance reliability, supporting performance optimization, safety validation, and informed maintenance decisions in modern aero-engine testing.